




Food Post-Packaging Production Line
Beyond Traditional Packaging Lines
We focus on solving the pain points of food enterprises in post-packaging links, with three core advantages that stand out in the global market, winning trust from procurement managers, packaging engineers and food production companies worldwide.
Overview
Product Description
Food Post-Packaging Production Line | Professional Automated Solutions
As a core link connecting food production and market circulation, the Food Post-Packaging Production Line also known as Food Secondary Packaging Line, acts as the “final gatekeeper” of food safety and quality, directly determining your production efficiency, product competitiveness and market reputation. We specialize in providing customized, fully automated End Of Line Packaging and EOL Packaging solutions for food and beverage industries. Our integrated system covers Case Packing, carton sealing, palletizing, quality inspection and traceability, helping you break through the bottlenecks of manual packaging and achieve cost reduction, efficiency improvement and quality upgrading.
Our Core Advantages: Beyond Traditional Packaging Lines
We focus on solving the pain points of food enterprises in post-packaging links, with three core advantages that stand out in the global market, winning trust from procurement managers, packaging engineers and food production companies worldwide.
1. High Efficiency & Stability: Break Through Production Bottlenecks
Our fully automated End-of-Line Food Packaging Machine and complete packaging lines achieve 3-5 times the productivity of manual operations, with stable output 24 hours a day without interruption. For example, our high-speed Food Cartoning and Palletizing Line can process up to 120 cartons per minute, far exceeding the manual limit of 5-8 cartons per minute. The seamless connection of each module (conveying, sorting, packaging, inspection) avoids the time loss of manual handling and waiting, greatly shortening the production cycle, and helping you quickly digest peak orders and avoid delivery delays.

2. Food Safety & Compliance: Meet Global Standards
Adhering to the highest food safety standards, all our End of line packaging machine and EOL packaging equipment adopt food-grade, corrosion-resistant and easy-to-clean materials, with a hygienic design that avoids cross-contamination during the packaging process. Equipped with servo control, visual recognition and intelligent detection technologies, the packaging accuracy is controlled within ±2mm, and functions such as weight detection, metal detection and expiration date labeling are integrated to ensure that every product meets FDA, EU and other international food safety compliance requirements. Meanwhile, the full traceability system records production batches, packaging time and other critical information, forming a complete quality control closed loop.
3. Cost Optimization & Long-Term Value
Our Complete end of line packaging system can reduce direct labor input by more than 80%, lower packaging material waste to less than 1%, and save up to 30% of floor space, bringing substantial long-term operational benefits to your enterprise. The intelligent control system reduces material waste caused by manual operation errors, and the energy-saving design (frequency conversion motor, waste heat recovery) can reduce energy consumption by more than 30%, helping you achieve green production and reduce operational costs while pursuing ESG goals. The equipment investment can usually be recovered within 3-5 years, creating continuous value for your business.
Product Series: Customized for Diverse Food Scenarios
We understand that different food types have unique packaging needs. Our product series covers all mainstream food categories, with modular design that can be flexibly combined according to your product specifications, production capacity and factory space, realizing one-stop customization from plan design to installation and commissioning for all Food Post-Packaging Production Line and Food Secondary Packaging Line projects.

1. Canned Food Post-Packaging Line
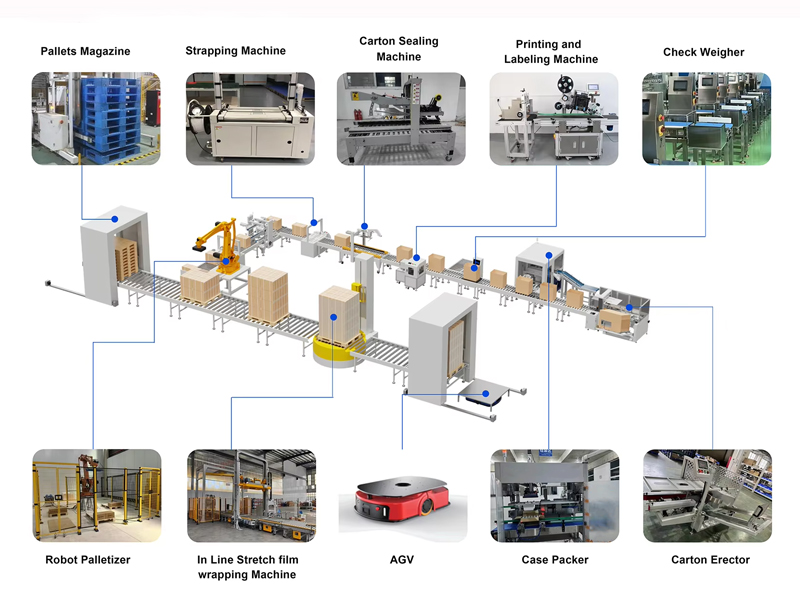
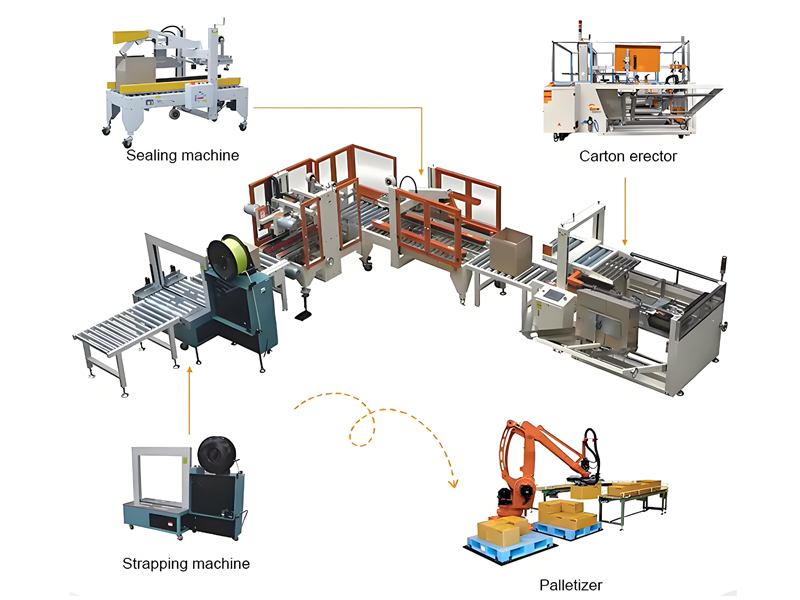
Composed of carton opener, carton packer, carton sealer, weighing detector and palletizer, it is suitable for fruit cans, meat cans, fish cans, pet cans, jam and other canned products. The production capacity can reach up to 9000 cans per hour, with stable operation and strong adaptability to different can sizes, effectively avoiding can damage during packaging and transportation. It is an ideal End Of Line Packaging solution for canned food manufacturers.
2. Fresh Food & Ready-to-Eat Food Lock-Fresh Packaging Line
Specially designed for fresh food, cooked food, fruits and vegetables, integrating vibration feeding, precise weighing, vacuum packaging, gas flushing (MAP) and sorting functions. The gas replacement rate of MAP packaging is ≥99%, which can extend the shelf life of products by about 2 weeks; the vacuum skin packaging (VSP) can extend the shelf life to more than one month, effectively inhibiting bacterial reproduction and maintaining the natural color and taste of food. The gentle feeding design reduces damage to delicate ingredients, perfectly matching EOL Packaging Equipment application demands for fresh food.
3. Snack & Granular Food Post-Packaging Line
Integrating multi-head weigher, vertical form fill seal (VFFS) machine, labeling machine and palletizer, it is suitable for chips, nuts, dried fruits, rice, flour and other granular, powdery and snack products. The VFFS machine can produce pillow bags, gusseted bags and other styles, with a speed of 40-120 bags per minute, and the multi-head weigher ensures precise dosing, reducing product giveaway and material waste. It can be configured into a full Complete end of line packaging system according to workshop layout.

4. Baked Food & Confectionery Packaging Line
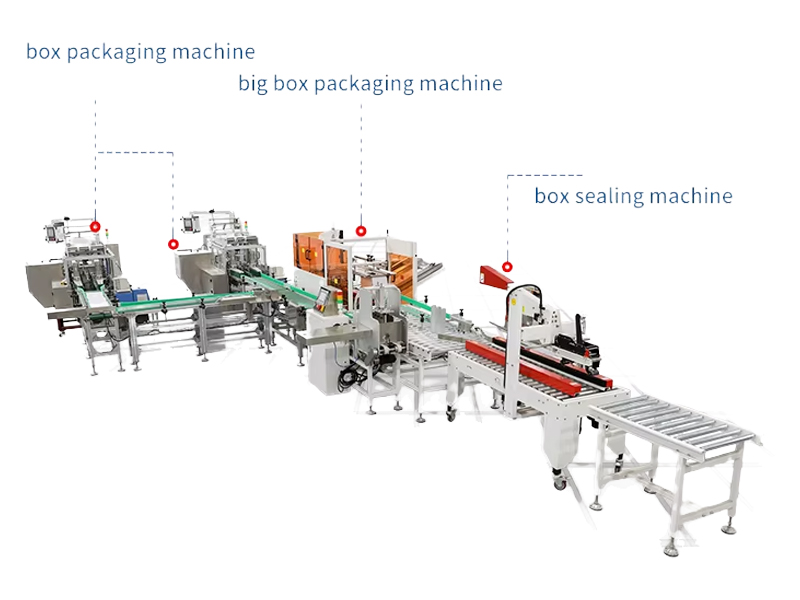
Equipped with horizontal flow wrapping machine (pillow pack machine), automatic labeling machine and carton packing system, it is suitable for bread, biscuits, chocolate bars, energy bars and other baked goods and confectionery. The tight sealing design ensures the freshness of products, and the modular design can quickly switch between different product specifications, adapting to the “small batch, multi-variety” market demand, widely applied as professional End-of-Line Food Packaging Machine for confectionery factories.
Intelligent Technology: Empower Lean Production
Our End Of Line Packaging Machine and full post-packaging lines are equipped with advanced IoT and PLC control systems, realizing intelligent operation and data-driven management. The real-time data collection function can monitor packaging quantity, qualification rate, equipment operation status and material consumption, which are visualized through the cloud system, helping you optimize production processes, predict equipment failures in advance and reduce downtime. The human-machine interface with multi-language support is simple and easy to operate, reducing the cost of staff training.
Our Service: From Consultation to After-Sales, Whole-Process Support
We are committed to providing global customers with professional and intimate one-stop services, solving your worries in the whole process of equipment selection, use and maintenance of Food Cartoning and Palletizing Line, Food Secondary Packaging Line and all Complete end of line packaging system projects.
Customized Solution: According to your product type, production capacity, factory space and budget, we provide personalized plan design and equipment configuration, ensuring the best matching between the production line and your needs.

Professional Installation & Training: Our technical team provides on-site installation, commissioning and operation training, ensuring that your staff can master the use skills of EOL Packaging Equipment quickly.
Global After-Sales Service: We have a professional after-sales team and spare parts warehouse, providing 24/7 online technical support and on-site maintenance services, ensuring the stable operation of your Food Post-Packaging Production Line.
Certification & Compliance: All equipment has passed CE, ISO and other international certifications, meeting the import requirements of various countries and regions, and helping you expand the global market smoothly.
Customized Post-Packaging Line